Prosimy zapoznać się z naszą
POLITYKĄ PRYWATNOŚCI
POLITYKĄ PRYWATNOŚCI
Przestrzeganie przez dostawców praw człowieka, bezpiecznych i przyjaznych warunków pracy oraz innych kwestii odpowiedzialności biznesowej stanowi dla BATERPOL S.A. jedno z kluczowych kryteriów podejmowania decyzji w zakresie doboru dostawców
Ustanowienie niniejszego kodeksu etycznego ma na celu zapewnienie prowadzenia i rozwijania działalności gospodarczej w poszanowaniu krajowych i ponadnarodowych norm prawnych i etycznych.
Spółka BATERPOL S.A. posiada dwa zakłady:
BATERPOL S.A
Ul. Obrońców Westerplatte 108
40-335 Katowice
ZPZA w Świętochłowicach oraz ZO w Katowicach, zgodnie z Rozporządzeniem Ministra Rozwoju w sprawie rodzajów i ilości znajdujących się w zakładzie substancji niebezpiecznych, decydujących o zaliczeniu zakładu do zakładu o zwiększonym lub dużym ryzyku wystąpienia poważnej awarii przemysłowej z dnia 29 stycznia 2016r. (Dz.U. z 2016 r. poz. 138), zaliczone zostały do zakładów o dużym ryzyku wystąpienia poważnej awarii przemysłowej (ZDR).
W związku z powyższym oba zakłady podlegają przepisom ustawy Prawo ochrony środowiska z dnia 27 kwietnia 2001r. w zakresie przeciwdziałania awariom przemysłowym.
Prowadzący zakłady dokonał zgłoszenia Śląskiemu Komendantowi Wojewódzkiemu Państwowej Straży Pożarnej w Katowicach oraz Wojewódzkiemu Inspektorowi Ochrony Środowiska w Katowicach, o którym mowa w art. 250 ww. ustawy oraz przekazał im program zapobiegania awariom:
ZPZA w Świętochłowicach prowadzi działalność w zakresie odzysku ołowiu z zużytych akumulatorów kwasowo-ołowiowych. Frakcja metaliczna ołowiu i odsiarczona pasta ołowiu uzyskane ze złomu akumulatorowego oraz inne materiały i odpady ołowionośne przetapiane są do postaci ołowiu surowego.
W ZO w Katowicach prowadzi się odzysk ołowiu z własnych i obcych materiałów ołowionośnych oraz produkcję ołowiu rafinowanego i stopów ołowiu.
ZPZA w Świętochłowicach oraz ZO w Katowicach zostały zaliczone do zakładów o dużym ryzyku wystąpienia poważnej awarii przemysłowej ze względu na możliwość magazynowania materiałów ołowiowych w postaci związków ołowiu oraz ołowiu metalicznego w ilości przekraczającej 200 Mg. Substancje te działają bardzo toksycznie na organizmy wodne (rodzaj zagrożenia H400), działają bardzo toksycznie na organizmy wodne powodując długotrwałe skutki (rodzaj zagrożenia H410) oraz działają szkodliwie na organizmy wodne, powodując długotrwałe skutki (rodzaj zagrożenia H412).
W procesie technologicznym oba zakłady stosują również tlen ciekły i tlen gazowy oraz gaz ziemny dostarczany gazociągiem. Substancje te nie przekraczają progu kwalifikacji do ZDR, ale mogą być przyczyną wystąpienia potencjalnych poważnych awarii przemysłowych.
Z przeprowadzonej analizy ryzyka wystąpienia poważnej awarii przemysłowej i jej skutków fizycznych wynika, że negatywne oddziaływanie ewentualnych awarii przemysłowych mogących wystąpić w Baterpol S.A. w obu lokalizacjach nie zagraża w żadnym z analizowanych przypadków obszarom i obiektom znajdującym się poza granicami zakładów.
Biorąc pod uwagę powyższe uznano, że działalność Baterpol S.A. w Zakładzie Przerobu Złomu Akumulatorowego w Świętochłowicach oraz Zakładzie Ołowiu w Katowicach pozostaje bez negatywnego wpływu na ich bliższe i dalsze sąsiedztwo.
W związku z powyższym nie występuje konieczność ostrzegania i wskazywania sposobów postępowania dla jednostek organizacyjnych, społeczeństwa i zakładów sąsiednich w przypadku wystąpienia awarii przemysłowej w zakładzie.
Prowadzący zakłady przedłożył Śląskiemu Komendantowi Wojewódzkiemu Państwowej Straży Pożarnej w Katowicach oraz Wojewódzkiemu Inspektorowi Ochrony Środowiska w Katowicach raport o bezpieczeństwie:
Baterpol S.A. posiada także opracowany dla obu zakładów wewnętrzny plan operacyjno – ratowniczy w celu zapobiegania, zwalczania i ograniczania skutków awarii przemysłowej.
ZPZA w Świętochłowicach oraz ZO w Katowicach mogą stwarzać zagrożenie dla organizmów wodnych z uwagi na magazynowanie substancji zawierających ołów. Zagrożenie może mieć miejsce w przypadku wystąpienia długotrwałych opadów atmosferycznych (tzw. deszczów nawalnych). Nie przewiduje się wystąpienia zagrożenia poza terenem zakładów. Rozwiązania w zakresie uszczelnienia powierzchni magazynów, placów i dróg oraz system kanalizacji ograniczają do minimum przedostanie się substancji niebezpiecznych do kanalizacji zewnętrznej lub bezpośrednio do gruntu, a także do cieków wodnych (brak w sąsiedztwie obu zakładów).
W przypadku ewentualnego wystąpienia awarii przemysłowej pierwsze działania ratownicze podjęte zostaną siłami i środkami zakładu. W obu zakładach istnieje możliwość szybkiej interwencji pracowników zakładu w zakresie zabezpieczenia magazynu workami z piaskiem oraz kanalizacji przy pomocy korków pneumatycznych do zamykania kanałów i rurociągów.
W następnej kolejności zostaną zaalarmowane służby Państwowej Straży Pożarnej, Inspekcji Ochrony Środowiska oraz inne zainteresowane podmioty.
Wykaz scenariuszy poważnych awarii przemysłowych wymienionych w raporcie o bezpieczeństwie:
Wykonane obliczenia zasięgu skutków awarii przemysłowych wykazały, że ich oddziaływanie będzie miało charakter lokalny, ograniczony do terenu zakładów. Potencjalne zagrożenie dla zakładów sąsiednich i innych obiektów ma wymiar teoretyczny, a ryzyko zagrożenia poza terenem zakładów jest pomijalne.
Aktualizacja: czerwiec 2022r.
Przerób złomu akumulatorowego realizujemy w nowoczesnych liniach technologicznych włoskiej firmy ENGITEC TECHNOLOGIES S.p.A w tzw. technologii CX.
Składniki akumulatora
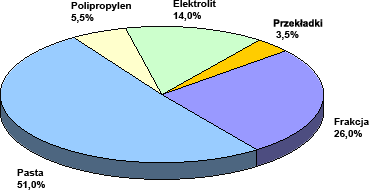
Rozdzielenie akumulatora na części składowe
Technologia ta polega na rozbiciu baterii akumulatorowej, a następnie odseparowaniu i odfiltrowaniu części składowych.
Po rozbiciu akumulatora następuje odfiltrowanie /odzysk elektrolitu.
Pozostałe części stałe są poddane separacji flotacyjnej i oddzielnie składowane :
Wszystkie produkty są wielokrotnie przemyte i odkwaszone.
Odsiarczanie pasty
Do linii kierowane są odzyskane w I etapie:
Zawartość siarki w paście z ok. 8 % spada do max. 1 %.
W wyniku reakcji chemicznych zachodzących w tym procesie powstaje ponadto roztwór siarczanu sodu.
Krystalizacja siarczanu sodu
Przefiltrowany i oczyszczony chemicznie roztwór kierowany jest do linii krystalizacji. W wyniku tego procesu powstaje krystaliczny siarczan sodu o wysokiej czystości.
Produkcja ołowiu surowego
Frakcja metaliczna odzyskana w I etapie i odsiarczona w II etapie pasta ołowiowa jest przetapiana na ołów surowy w nowoczesnych, w pełni zautomatyzowanych liniach przetopu (BJ Industries – Francja) w piecach obrotowo – wychylnych.
Produkcja ołowiu rafinowanego i stopów ołowiu
Ołów surowy jest topiony w kotłach rafinacyjnych i poddawany procesom rafinacji, czyli usunięcia zanieczyszczeń obcymi metalami.
Ze zgarów powstających w procesie rafinacji odzyskuje się ołów w piecu uchylno – obrotowym
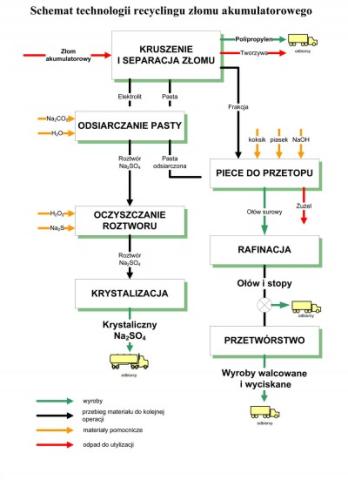
Rys. schemat technologii recyklingu złomu akumulatorowego
Głównym celem BATERPOL S.A. jest ekologiczny przerób złomu akumulatorowego na ołów i stopy ołowiu o jakości zadowalającej klientów w warunkach bezpiecznych dla załogi i otoczenia.
Zobowiązujemy się do ciągłego doskonalenia Zintegrowanego Systemu Zarządzania i funkcjonowania Spółki oraz traktowania jakości wyrobów, ochrony środowiska, bezpieczeństwa i higieny pracy jako głównych priorytetów.
Nasze cele osiągamy poprzez:
Szczególną wagę przywiązujemy do prowadzenia procesów w warunkach nadzorowanych, zgodnych z wymaganiami prawnymi i innymi uregulowaniami mającymi zastosowanie w naszej działalności, bezpiecznych dla załogi, otoczenia i środowiska, z uwzględnieniem ryzyk i szans, umożliwiających osiąganie zaplanowanych wyników i zapobiegających wystąpieniu niepożądanych skutków.
Strategię zarządzania jakością, środowiskiem, bezpieczeństwem i higieną pracy realizujemy we wszystkich obszarach działalności Spółki, przy uwzględnianiu konsultacji z pracownikami.
Prezes Spółki steruje i nadzoruje realizację zaplanowanych przedsięwzięć, zobowiązując w ten sposób wszystkich pracowników do ścisłego przestrzegania postanowień zintegrowanego systemu zarządzania.
Deklarujemy, że produkowany przez nas ołów, stopy ołowiu oraz pozostałe produkty odzyskane ze zużytych akumulatorów są bezpieczne i podlegają recyklingowi, a ich walory jakościowe zabezpieczają indywidualne potrzeby Klientów.
Dla wdrożenia niniejszej polityki Zarząd Spółki zapewnia odpowiednie zasoby i środki, a do osiągania celów strategicznych zobowiązuje Kadrę Zarządzającą i Pracowników Spółki w stopniu adekwatnym do zajmowanego stanowiska i funkcji pełnionej w organizacji.
Znaczące aspekty środowiskowe działalności
Aspekty negatywne:
Aspekty pozytywne:
Katowice, 28.10.2020r.
Strona 4 z 4
